

| 先端に錐体状の突起部を備えているパンチで高アスペクト比の貫通孔を打ち抜き形成できる |


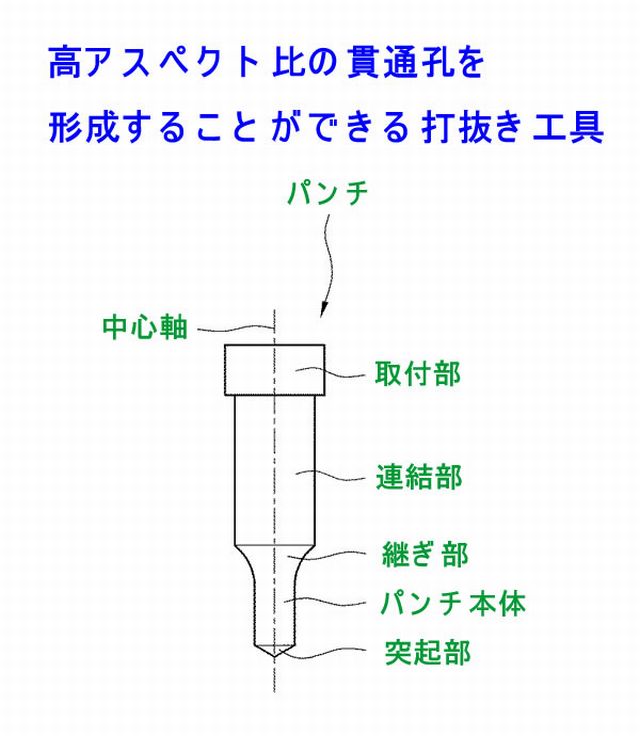
| 本発明は打ち抜き工具に関するもので、その先端に略錐体状の突起部を備えていることを特徴とする。またこの突起部は、パンチ本体の中心軸の延長線上に頂点を有するように形成され、パンチ本体の中心軸の延長線と母線との間の角度が、30~87°であることを特徴とする。更に突起部の側面が、パンチ本体の側面と連続することが特徴である。即ち、パンチ本体を被加工部材に進入させたときに、突起部が略錐体状であるから、被加工部材から突起部に加わる反力にはパンチ本体の軸方向と直交する方向の直交成分が発生する。突起部の側面に加わる反力が不均一であれば、反力の直交成分により、反力が大きい方から反力の小さい方に向けてパンチ本体を曲げる力が発生する。すると、この力は、反力の軸方向成分の差に起因するパンチ本体の曲がりと逆方向にパンチ本体を曲げようとするので、パンチ本体の曲がりを抑えることができ、パンチ本体を真っ直ぐに被加工部材内に進入させることができる。よって、高アスペクト比の貫通孔を形成しても、パンチ本体が曲がりながら被加工部材内に侵入することを防ぐことができるので、パンチが破損することを防ぐことができる。 |

| ユーザー業界 | 活 用 ア イ デ ア |
 電気・電子  機械・加工 | 注射孔 ○医療用注射針の加工 |
 化学・薬品 | マイクロバブル ○マイクロバブルノズルの加工 |

| 関連特許 | なし |
| 特許情報 |
・実施段階:試作段階 ・技術導入時の技術指導:応相談 ・ノウハウ提供:応相談 ・供与条件:譲渡または許諾 |
| market potential | 一般に板等の部材に貫通孔を形成する方法には、ドリルによる切削加工により孔を形成する方法や、パンチ・ダイスを使用したせん断加工により孔を形成する方法等があるが、短時間に多数の孔を形成する場合には、生産性の高いせん断加工により貫通孔を形成する方法が採用される。本発明の打抜き工具(パンチ)は、高アスペクト比の貫通孔を形成するのに適しており、特に、数mm~数10μm程度の孔径が必要とされるマイクロバブルやガスディフューザー、マイクロノズル等の製造に適している。本発明は上記事情に鑑み、高アスペクト比の貫通孔を形成することができる打抜き工具が提供できる。高い生産性を実現できる工法で機械加工による超精密分野での深く細い孔加工市場、例えば医療機器、半導体装置、微細加工機等の専門的ハイテク分野への用途が考えられる。 |
 |