

| 金属などの導電性材料で構成される検査対象物の表面粗さを好適に検出できる |


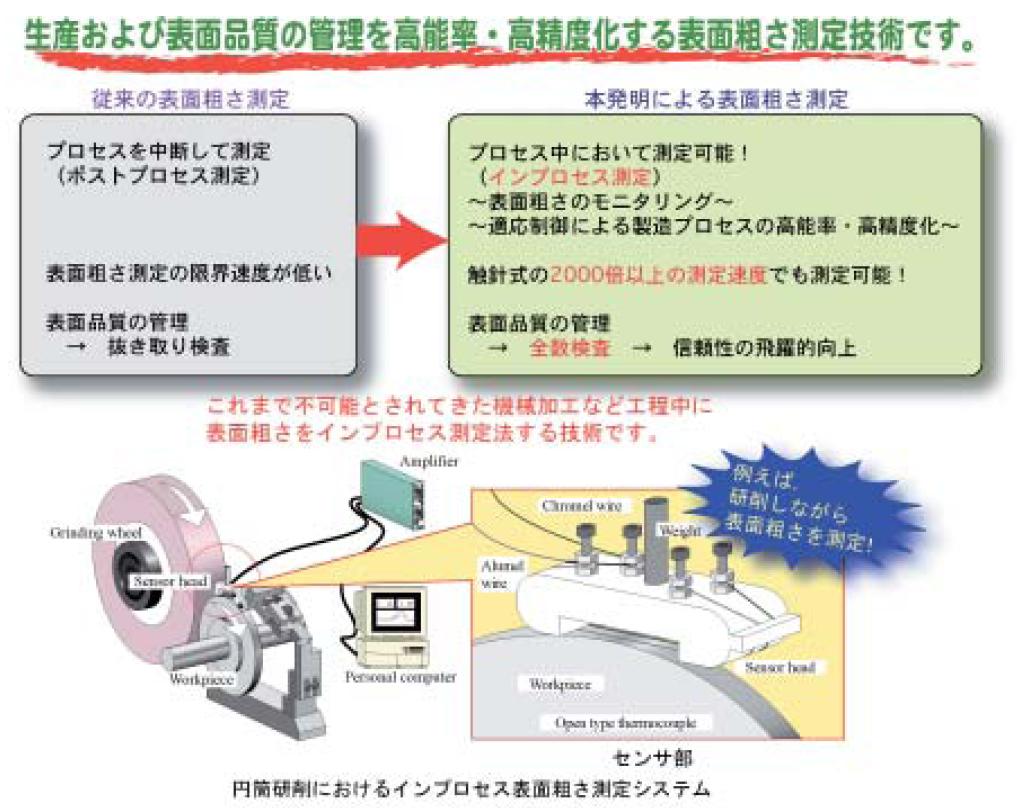
| 従来の表面粗さ測定は、被測定面の断面形状を求め、それに基づいて表面粗さを決定している。方式としては、スタイラスと称するものを被測定面に接触させてトレースする方式、いわゆる触針式があり、もうひとつはレーザ光を集光して被測定面に照射し走査させた場合の反射光を検出する非接触である非触針式があった。問題点としては、ワークの加工中にリアルタイムで表面粗さ測定を実施するのが困難であり、あるいは不可能であるために、測定プロセスが機械加工の中断をしてしまい、生産能率や品質向上を妨げる要因となっていた。そこで本発明では、可動テーブルに取り付けたワークを回転状態にし、送りモータで砥石の切り込み量を調整しながら、円筒研削を行う。このときに熱電対を一定の圧力でワークの回転研削面に押し付けて接触させる。こうしたことによって、金属などの導電性材料で構成される検査対象物の表面粗さを好適に検出できる。検出は、熱電対を用いての熱起電力測定で、熱起電力データと既知の基準面に対して、予め求めて記憶している起電力と表面粗さとの相関関係に基づき、測定熱起電力に対応する表面粗さデータを表示部に出力し表示する。従って円筒研削などの機械加工を行いながらワーク(検査対象物)に対するインプロセス(工程中でリアルタイムに)表面状態の測定が出来る。 |

| ユーザー業界 | 活 用 ア イ デ ア |
 電気・電子  機械・加工 | 単品検査 ○加工部品などの単品検査 ○電子部品などの単品検査 |
 金属材料 | 表面粗さ検査 ○試験材料の表面粗さ検査 |

| 関連特許 | なし |
| 特許情報 |
・実施段階:試作段階 ・技術導入時の技術指導の有無:有り ・ノウハウ提供:有り ・ライセンス制約条件について:譲渡または許諾 |
| market potential | 例えば自動車産業などでは世界的な再編が行われようとしており、多様な自動車機械部品が生産され、タイムリーな納期とあいまって、その部品精度も厳しく要求される。この発明の利用の可能性としては、機械部品加工中であっても、検査対象物を間断なく実施できるので、製造ラインに対しても、リアルタイムな検査が実現して、生産性の向上に大きく貢献できる。自動車産業のみならずあらゆる生産現場での厳しいタクト管理ができるので、従来と比べて大幅な改善ができる。利用分野(用途)としては、機械工作の工程に於ける切削や研削などの表面加工、表面処理(圧延、スキンパス、コーティングなどの物理的、化学的処理)等に、幅広く利用する事ができる。 |
 |