| 鉄骨構造物等に裏当金等を用いず、溶接継手端面部材の板厚を超えるのど厚を確保する開先形成片側溶接方法 |


|
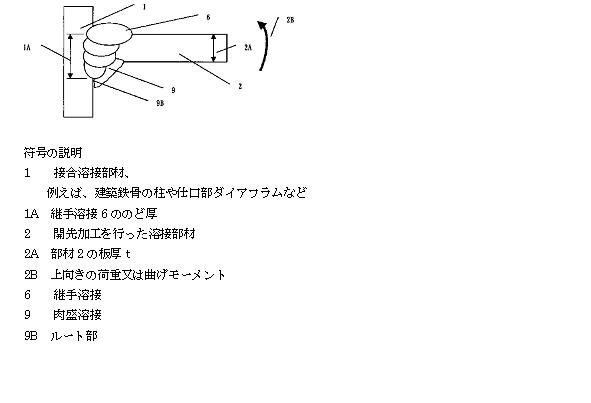
溶接後継手に残留する裏当金や裏当材を用いず、開先加工前の溶接継手部材の端面部の裏面に肉盛溶接を行い端面部板厚を増大させてから、端面部材の開先加工をするか、又は部材の開先加工を行った後に溶接肉盛により開先面の延長を行う。しかる後、継手部材同士を対向させて溶接接合して、端面部の部材の板厚・板幅を超えるのど厚を確保する片側溶接を行う。本発明によると、(1)のど厚が部材板厚よりも大きくとれ、裏当金使用に伴う有害なノッチや応力集中が無くなり、強度面でより安全な継手となる。(2)端部に肉盛溶接した部材を相手部材にあてがうだけで取り付けられ、位置合わせが容易で、且つ寸法精度が確保しやすい。(3)裏当金取付に伴う諸作業がなくなり、開先深さが大きくて深い溶け込みが得られるので開先断面積も縮小され、継手溶接能率面と製作工程手順面から製作工数の大幅削減を行うことができる。(4)鋼板裏面及び側面を含めて肉盛溶接し、肉盛溶接部を含めて開先加工した場合、エンドタブが不要になる。(5)角パイプ又は丸パイプの継手において、裏当金取付の為の縦シーム溶接ビードの除去が不要で工数の削減に有効である。(6)耐震強度の高いノンスカラップ工法にも容易に適用できる。(7)肉盛溶接するための銅などの裏当材は非溶融式で非消耗式であり、資源の浪費が少ない等の効果が得られる
|

| ユーザー業界 | 概 要 |
 機械・加工  土木・建築 |
鉄骨構造物
○建築構造物、橋梁構造物、一般構 造物等の鉄骨構造物に適用できる |
 電気・電子 機械・加工 |
溶接構造架台
○機械構造物や電機品の溶接構造架 台等に適用できる |
|
電気・電子 機械・加工  化学・薬品 |
パイプ
○化学プラント向けパイプラインや 発電所ダム向けペンストック、工 場内ライン配管等に適用できる |

| 関連特許 |
国内外あり |
| 事業実績条件 |
・実施段階:実施有り
・技術導入時の技術指導の有無:有り ・ノウハウ提供:有り ・ライセンス制約条件:許諾のみ |
| 参考情報 | 建築構造物、橋梁構造物、一般構造物等の鉄骨構造物のT型溶接継手又は突合せ溶接継手、角パイプや丸パイプとダイアフラムの溶接等において、裏当金や裏当材、エンドタブを用いず、溶接継手部材端面部の部材の板厚を超える板厚方向ののど厚を確保する開先形成片側溶接方法が実現でき、製作工数減少と共に、品質・強度上の信頼性が向上する。本発明は、建築だけではなく、化学プラントのパイプライン、発電所ダムのペンストックや工場内ライン配管の外側又は内側からの安定した溶接施工にも適用でき、その継手の強度と品質の確保及び製作工数の削減に有効である。また機械構造物や電機品の溶接構造架台にも適用でき、その継手の強度と品質の確保及び製作工数の削減に有効である。 |