| ミクロンメートルオーダの高精度微細孔を金属材に形成加工する方法 |


|
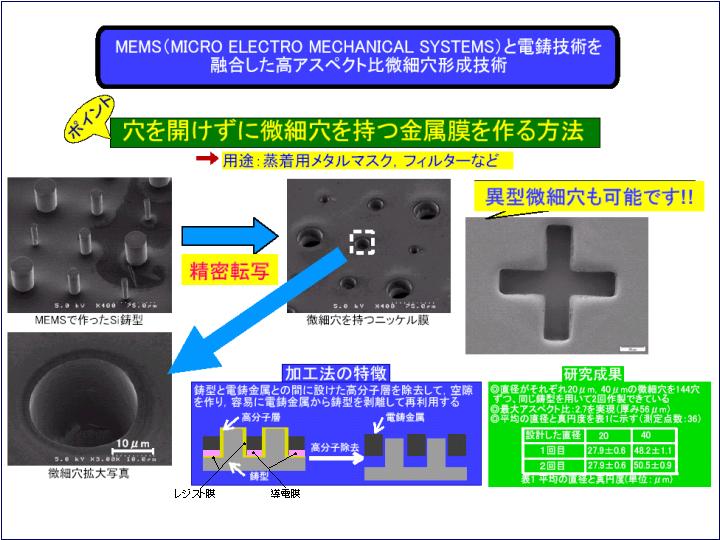
基材に高アスペクト比の微細孔を明ける方法として、従来の加工法では、孔の相対位置のずれや孔径の寸法バラツキの問題、また複数孔の同時加工が困難である等の問題がある。当該発明は基材に孔を明けるという加工ではなく、電鋳により孔を形成する技術である。技術および工程の概略は次の通りである。①形成孔用Si製鋳型をICP-RIE法で製作②型表面にレジスト膜を成膜③基板面に電鋳用導電膜を成膜④鋳型を金属浴に浸漬し通電⑤金属材が析出・電鋳⑥所定の厚さになるまで通電⑦鋳型と金属材の間にあるレジスト膜を除去⑧孔形成金属材を剥離。以上のように当該技術はICP-RIE法と電鋳技術を応用した微細孔形成技術である。鋳型は板状の基板と、基板に突出する柱状の孔形成部から構成されており、レジスト膜は基板面と柱状側面に電着或いはスプレー法などで成膜する。また、電鋳用導電膜は基板面のレジスト膜上にのみスパッタまたは真空蒸着法により成膜させる。鋳型を所望金属材に見合った金属浴にに浸漬し通電すると基板一面に金属が析出・成長する。所定の厚さになったらレジスト膜を膜材に見合った溶液で溶解し型と金属材間に空隙をつくる。金属材は型に密着していないので、型や金属材に傷をつける事無く金属材を簡単に離型する事ができる。鋳型は複数回使用することが可能である。
|

| ユーザー業界 | 概 要 |
 情報・通信  繊維・紙  輸 送 |
噴射ノズルに適用
○紡糸ノズルに使用。孔形状は自由 に変更可。 ○パソコンプリンター用ジェットイ ンクノズルに使用 |
|
情報・通信 繊維・紙 輸 送 |
舶用エンジンオイルのフィルターに適用
○φ40〜60μmの孔を多数有するNi 箔( アスペクト比 1 〜 2 ) を SUS材枠に接着し濾過用として 使用 |
 電気・電子 情報・通信 |
光学用スリットに適用
○光学式エンコーダ用スリットに使 用 |
|
電気・電子 情報・通信 |
各種マスクに適用
○蒸着用メタルマスク ○印刷用メタルマスク ○フォトマスクに使用 |

| 関連特許 |
あり |
| 事業実績条件 |
・実施段階:試作段階
・技術導入時の技術指導の有無:応相談 ・ノウハウ提供:応相談 ・ライセンス制約条件:許諾のみ |
| 参考情報 | 当該発明の特徴は、電鋳技術により数十μmオーダーの孔を高アスペクト比で金属材に形成するところにあり、他の加工方法による微小孔に比べて寸法精度が高く且つ、多数の孔を同時に形成出来、孔にテーパーを設ける必要もない。また、金属材と鋳型との間には隙間があり、金属材の離型は簡単である。孔の形状は、目的により決める事が出来る。微細孔材は紡績用、プリント用インクジェットなど各種噴射ノズルに使われており、またフィルターとしてオイルの濾過用など、広い分野で活用されている。また近年、光学部品や電子部品の小型化指向が著しく、光学部品用スリット、蒸着用メタルマスクなどの分野においても、微細孔金属材の需要が出始めている。 |