| 不活性気体に適量の酸素を混合した雰囲気ガスによる乾式研削・切削加工法 |


|
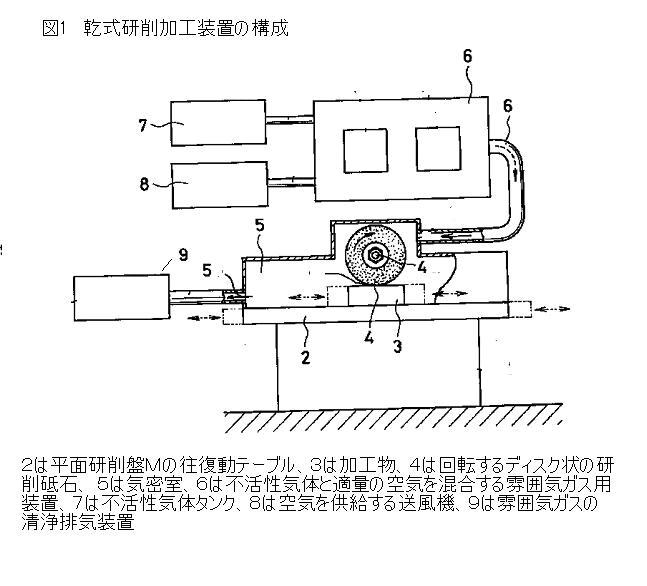
湿式研削・切削加工法は油剤又は水溶液を用いて、潤滑効果、冷却効果を得ているので、製品の洗浄工程を必要としたり、微小機械構造部品の加工には適さないなどの欠点があり、油剤や水溶液を用いない乾式研削・切削加工法が用いられるが、本発明は、被加工物の乾式研削・切削加工法において、雰囲気ガスとして従来技術の窒素ガス、ヘリウムガス、アルゴンガス等の不活性気体に、空気を加えて混合気体とし、かつその雰囲気ガスの酸素濃度を被加工物の酸化性能に応じて一定に制御して加工部に供給し、加工熱の発生量と酸化生成物の固体潤滑作用を調和させながら乾式加工を行うようにしたことにより、気体冷却効果あるいは気体潤滑効果を得ることを特徴とする、雰囲気ガス濃度を制御した乾式研削・切削加工法である。本発明に使用する雰囲気ガスは不活性気体に酸素を混合したものであり、被加工物の表面に酸化物が生成され、酸化燃焼を起す環境にあるが、その酸化生成物が乾式研削加工における固体潤滑材として作用し、雰囲気ガスの酸素濃度の増加とともに研削抵抗発生熱を低減するが、ある限度以上に酸素濃度を増加させると酸化物過剰となり、酸化燃焼発生熱を大にするので、研削表層温度が極小値となる最適な酸素濃度の範囲が存在する現象を利用するものである。
|

| ユーザー業界 | 概 要 |
 機械・加工  金属材料  生活・文化 |
汎用型乾式研削加工機
○研削表層温度の測定機器を付加し て、予備段階の試験研削で最適酸 素濃度を測定した後に乾式研削す る |
 電気・電子 機械・加工  土木・建築 |
原子力発電設備用配管の研削加工機
○雰囲気ガスを密封・循環形とし、 原子力発電設備、クリーンルーム 等の閉システム内配管の研削加 工、研磨工具 |

| 関連特許 |
あり |
| 事業実績条件 |
・実施段階:実施無し
・技術導入時の技術指導の有無:有り ・ノウハウ提供:有り ・ライセンス制約条件:許諾のみ |
| 参考情報 | 本発明は、特に酸化し易い材質である鋼、Mo合金、Mg合金、シリコン、亜鉛、チタン等の被加工物の乾式加工に向いている。乾式の為、被加工物及び作業環境をクリーンにでき、クリーンルーム用機械部品の加工や、潤滑油等が使えない微小機械構造物の乾式加工に好適であり、市場開拓が期待できる。超硬工具協会による04年上半期の超硬工具出荷額は1257億円、切削工具で892億円と、いずれも前年同期比15%以上の大幅増加となっており、工作機械全体の市場規模としては、年間1兆1500億円を越える受注額がある。地球環境に優しい切削油を使用しないドライ加工、極微量しか切削油を使用しないセミドライ加工を「エコマシニング市場」とし、工作機械全体の市場規模の1%のシェアを確保できれば115億円の市場規模を目指せる。 |