| 弌婅斣崋 |
摿婅2006-127382 |
| 弌婅擔 |
2006/5/1 |
| 弌婅恖 |
撈棫峴惌朄恖暔幙丒嵽椏尋媶婡峔 |
| 岞奐斣崋 |
摿奐2007-136546 |
| 岞奐擔 |
2007/6/7 |
| 搊榐斣崋 |
摿嫋戞5007385崋 |
| 摿嫋尃幰 |
崙棫尋媶奐敪朄恖暔幙丒嵽椏尋媶婡峔 |
| 敪柧偺柤徧 |
壏娫惂屼埑墑憰抲偍傛傃壏娫丒椻娫楢懕惂屼埑墑憰抲 |
| 媄弍暘栰 |
婡夿丒壛岺 |
| 婡擻 |
婡夿丒晹昳偺惢憿 |
| 揔梡惢昳 |
壏娫惂屼埑墑憰抲偍傛傃壏娫丒椻娫楢懕惂屼埑墑憰抲 |
| 栚揑 |
惢憿偝傟偨嬥懏慄傑偨偼嵶慄偵摿暿側擬張棟傪巤偝側偔偰傕丄偦偺嫮搙偲墑惈偺僶儔儞僗偵桪傟偨悈弨傪桳偟丄椻娫埑憿惈摍偺壛岺摿惈偵桪傟偨崅嫮搙嬥懏慄傑偨偼嵶慄傪僄僱儖僊乕旓梡傪梷惂偟偮偮楢懕揑偵壛擬偟側偑傜丄強梫偺壏娫埑墑壏搙斖埻撪偵惂屼埑墑偡傞偙偲偵傛傝丄廬棃摼傜傟偰偄側偄掱搙偺戝扨廳偺嬥懏嵶慄傪惗嶻岠棪傛偔惢憿偡傞偙偲傪壜擻偲偡傞埑墑憰抲傪採嫙偡傞丅 |
| 岠壥 |
埑墑憰抲傑偨偼埑墑儔僀儞偵嬥懏嵽椏傪憱峴偝偣側偑傜掕忢揑丒楢懕揑偵揔愗側壏搙椞堟偵壛擬偟偮偮丄岴宆儘乕儖傪桳偡傞俀婡偺埑墑婡偑堦懱宆偲側偭偨憰抲偱丄揔愗側壏娫壏搙斖埻撪偵惂屼偟偮偮揔愗側慪惈傂偢傒傪摫擖偡傞偙偲偵傛傝丄楢懕揑偵埑墑偡傞偙偲偑偱偒傞丅偦偺寢壥丄廬棃媄弍偺壏娫埑墑憰抲偵傛傝惢憿偝傟傞丄寢徎棻宎偑嬌傔偰旝嵶偱偁傞挻旝嵶慻怐傪桳偟丄偦偺偨傔崅嫮搙妿偮崅墑惈偱偦偺僶儔儞僗偵桪傟偨嬥懏嵶慄傪嬌傔偰僐儞僷僋僩側埑墑憰抲偵傛傝惢憿偡傞偙偲偑偱偒傞丅 |
媄弍奣梫
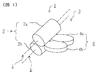 |
恾侾偼壏娫惂屼埑墑憰抲偺侾斣埑墑婡偲俀斣埑墑婡偺僇儕僶乕儘乕儖懳偑攝愝偝傟偨忬懺傪帵偟偨幬帇恾丄恾俀偼恾侾偱帵偝傟傞壏娫惂屼埑墑憰抲偺懁柺恾丄恾俁偼恾侾偱帵偝傟傞壏娫惂屼埑墑憰抲偺暯柺恾丄偱偁傞丅壏娫惂屼埑墑憰抲偼侾斣埑墑婡侾偼幉怱偑暯峴偱偁傞俀杮偺僇儕僶乕儘乕儖俀倎俀倐偐傜側傞僇儕僶乕儘乕儖懳俀傪旛偊偰偄傞丅傑偨丄俀斣埑墑婡俁傕幉怱偑暯峴偱偁傞俀杮偺僇儕僶乕儘乕儖係倎係倐偐傜側傞僇儕僶乕儘乕儖懳係傪旛偊偰偄傞丅偦偟偰丄侾斣埑墑婡侾偲俀斣埑墑婡俁偺僇儕僶乕儘乕儖偺幉怱曽岦偼丄旐埑墑峾慄嵽俆偺埑墑儔僀儞曽岦俇偵懳偟偰捈妏偵攝抲偝傟偰偄傞丅傑偨丄恾侾乣恾俁偵帵偡傛偆偵丄侾斣埑墑婡侾偺僇儕僶乕儘乕儖俀倎俀倐偺幉怱曽岦偲俀斣埑墑婡俁偺僇儕僶乕儘乕儖係倎係倐偺幉怱曽岦傕捈妏偵側傞傛偆偵攝愝偝傟偰偄傞丅傑偨丄壏娫惂屼埑墑憰抲偵偍偗傞侾斣埑墑婡侾偺僇儕僶乕儘乕儖偺幉怱偲俀斣埑墑婡俁偺僇儕僶乕儘乕儖幉怱娫偺嫍棧俴偺娭學偑俴亝俢伀侾乛俀亄俢伀俀乛俀乮俢伀侾丗侾斣埑墑婡偺僇儕僶乕儘乕儖偺捈宎丄俢伀俀丗俀斣埑墑婡偺僇儕僶乕儘乕儖偺捈宎乯傪枮偨偟偰偄傞丅 |
| 僀儊乕僕恾 |
|
| 幚巤幚愌 |
亂柍亃 |
| 嫋戻幚愌 |
亂柍亃 |
| 摿嫋尃忳搉 |
亂斲亃
|
| 摿嫋尃幚巤嫋戻 |
亂壜亃
|
)
)
)