| 出願番号 |
特願2004-353278 |
| 出願日 |
2004/12/6 |
| 出願人 |
国立大学法人金沢大学 |
| 公開番号 |
特開2006-159339 |
| 公開日 |
2006/6/22 |
| 登録番号 |
特許第4552010号 |
| 特許権者 |
国立大学法人金沢大学 |
| 発明の名称 |
鋼の切削方法及び切削装置 |
| 技術分野 |
機械・加工 |
| 機能 |
その他 |
| 適用製品 |
鋼の切削装置 |
| 目的 |
B、N及びAlを少なくとも含む快削鋼を高速の切削速度で切削しても、快削鋼の被削性を向上させ、切削工具を長寿命化させることができる鋼の切削方法及び切削装置を提供する。 |
| 効果 |
切削時に切削工具に保護膜を形成できる特定の被削材の切削において、切削工具と被削材との間にわずかな電流を流しながら切削を行うことにより、切削工具の切削面に確実に保護膜が形成させることで、切削工具のすくい面及び逃げ面の磨耗を抑制でき、工具を長寿命化できる。さらに、切削抵抗も低下し、切り屑の厚みも小さくなり、快削鋼の被削性が向上する。そして、わずかな電流で前記効果が得られるので、安価に切削加工を実施できる。 |
技術概要
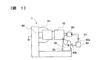 |
装置本体60に取付けられた被削材10を回転させながら切削工具30で切削する鋼の切削方法であって、被削材10は、B、N、及びAlを少なくとも含む快削鋼であり、装置本体60と切削工具30との間を電気絶縁状態として、切削工具30と快削鋼10との間に所定値の電流を流して切削する。電流は、5mAから10mAの範囲である。切削時における切削速度は、100m/minから300m/minの範囲である。電流を発生させる電源と、電源から流れる電流を調整する電流調整手段と、を備えている。電流調整手段は、切削工具の切削面に、被削材に含有している元素により切削中に保護膜を形成するに最適な所定値の電流を流すものである。図1は、鋼の切削方法を好適に実施することができる、鋼の切削装置の一実施形態を説明するための模式図であり、図2は、図1に示す電流調整手段40の回路構成図である。 |
| イメージ図 |
|
| 実施実績 |
【無】 |
| 許諾実績 |
【無】 |
| 特許権譲渡 |
【否】
|
| 特許権実施許諾 |
【可】
|
)
)